I was invited to speak about the 3D Printing Technology Selective Laser Sintering at FicepS3’s Event „Additive Manufacturing – Design for Function“ in Barcelona. Due to the great feedback and interesting conversations following, I decided to publish my main tips from the presentation in this article.
What does successful design for SLS Production mean?
Everybody defines success differently. But I’m not talking about printability here. I want to give you some first stepping stones to fully unlock the huge potential of SLS for your applications.
So first of all you need a basic understanding of this technology. Then you can see the advantages of this process. and I will show you ways to compensate the physical limits of the process through design. To get you as excited as I am about this technology, I will show you some amazing consumer market applications at the end.
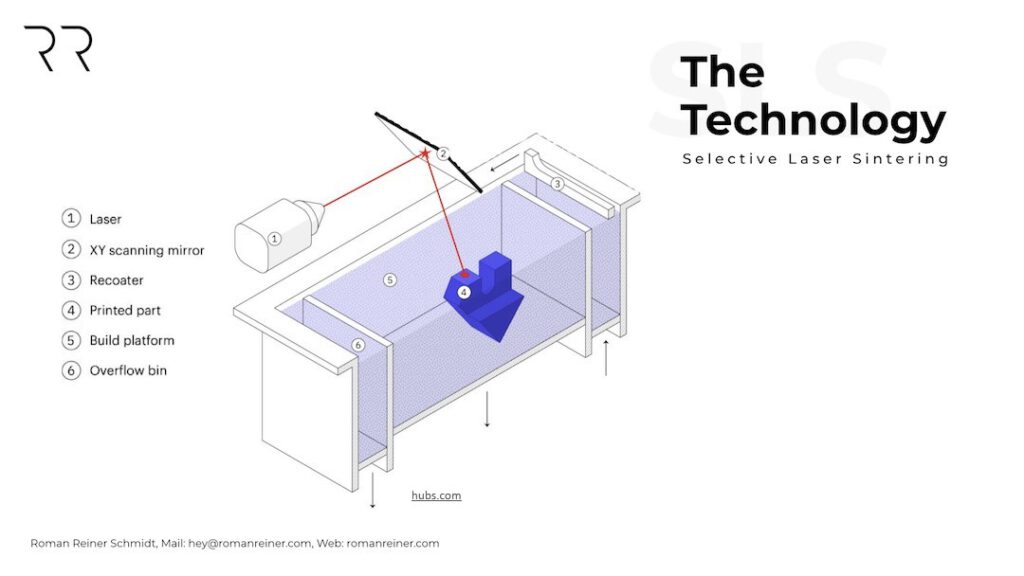
So Selective Laser Sintering is known as the technology with polymer powder and a laser, or light source. The recoater distributes a layer of powder over the building platform. The laser exposes in lines the desired melted area. The platform moves down by the height of one layer, and the cycle starts over again.
I have this image about SLS from the Hubs homepage. And something essential is missing…
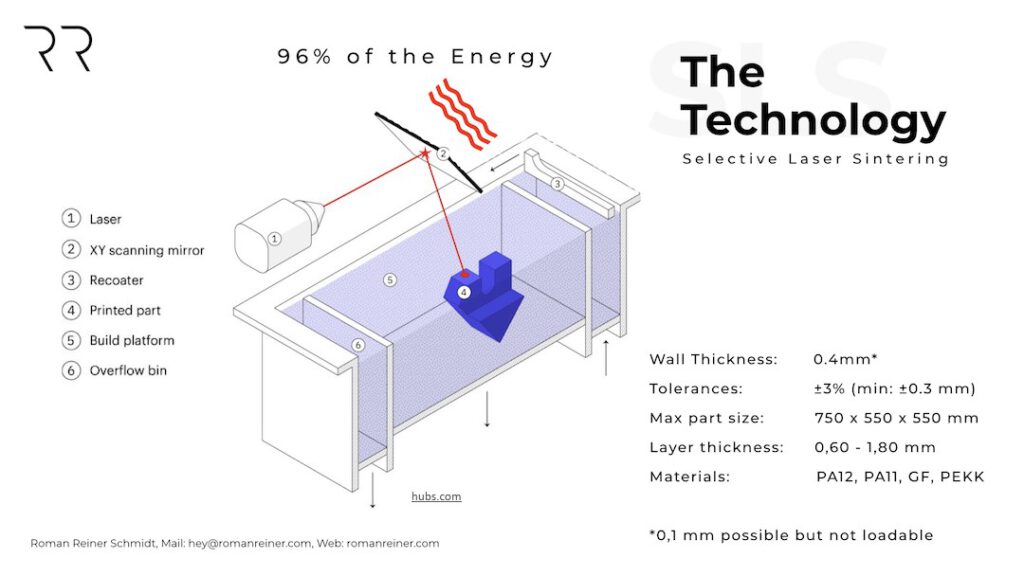
Here you can see the tech specs and most popular materials like PA12, PA11, which is a bioplastic and just perfect for medical applications, as well as composites with ceramics and glass as well as high temp materials like PEKK. Here is a link to the currently offered materials from EOS GmbH.
Some people might know that most SLS machines have a laser with a laser power between 30 and 70 Watts. I had loudspeakers in my car with more power. So the laser actually adds only a small part of the necessary energy to melt the polymer. 96% of the energy comes from the infrared heaters, heating up the whole building volume just a bit below melting temperature, then the laser ads in the desired areas the missing 4% of energy. By having this relatively hot building temperature, the polymer doesn’t completely cool down until the end of the complete build job. This way the melted layers stay completely flat, don’t shrink nor create stresses during the process, which means….
This whole process works completely without support structures! Keep this in mind, I will get back to this in a bit.
Design according to the Process!
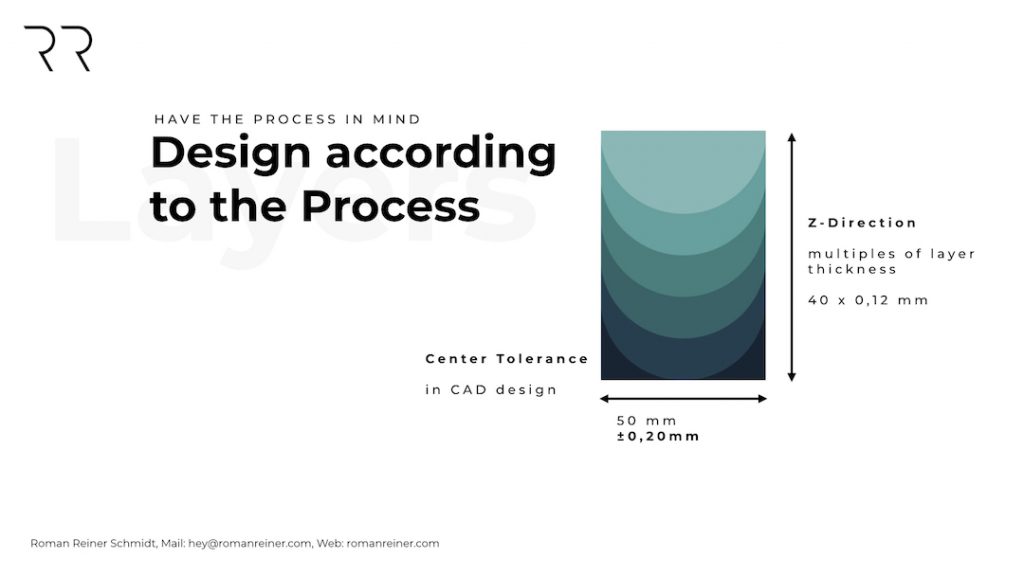
So generally when designing for manufacturing, you should always have the process in mind. Doing this for SLS, means you have to keep in mind the basic elements of this technology. When your kids are playing with Lego toys, you don’t expect them to build a tower of 4 and a half bricks tall. The tower can only measure a multiple of the height of the bricks. It’s the same with SLS. Volumes are created in Z-direction by multiples of thin layers. So only expect to get out a height of a multiple of your chosen layer thickness.
Now, concerning the X- and Y-dimensions. The laser exposes, by default only inside of the part volume. So when setting tolerances, always use center tolerances, because only then you are using the full range
Massive Parts
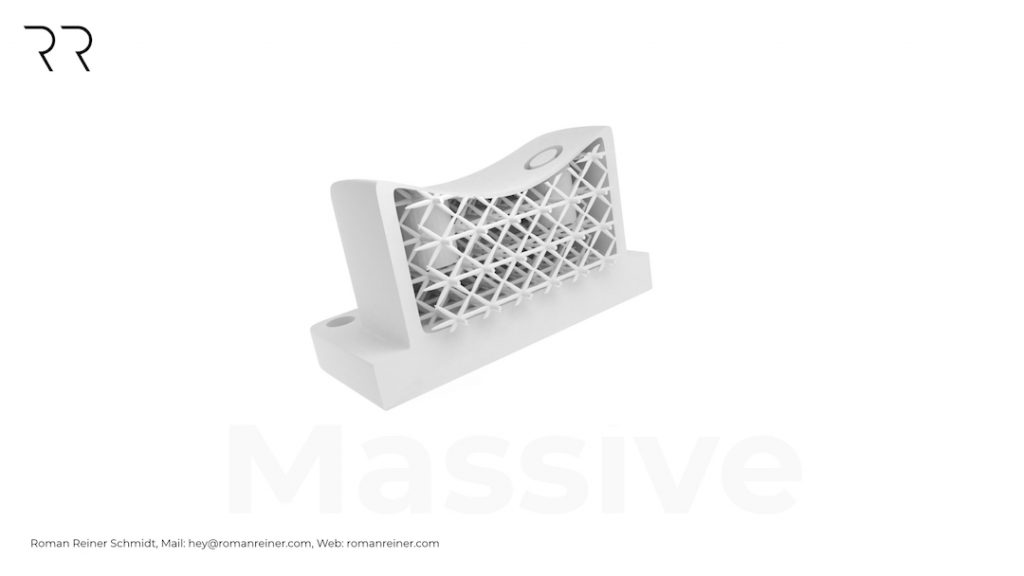
Now let’s talk about some parts. This part has a relatively massive wall thickness. Which is good when you are CNC grinding the form, but when you are producing the part with additive manufacturing, less material is key. The easiest solutions would be to make the part hollow. Doing this you can also adapt the wall thickness to improve the mechanical characteristics.
But ¡Ojo! (what they would say in Spain) everything which is not melted polymer, is powder during the process. So when you are creating a closed hollow volume you will have powder inside. If you want to get this out, you will have to plan for a minimum 6 mm escape hole, which can be closed afterwards.
However, when you need the same mechanical characteristics as the massive part, you should add a lattice structure inside. This way the part is just as strong as a solid part and perfect for SLS production. You can adapt the lattice thickness to your desired strengths.
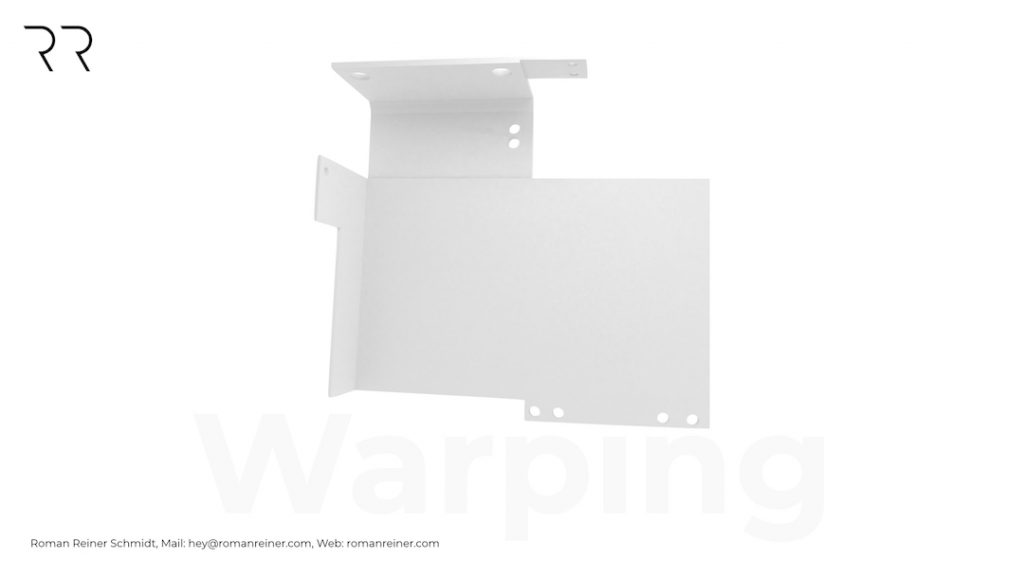
Big Parts
Below you see another type of problematic parts. Parts with bigger dimensions, and varying thin wallthicknesses. When you have varying wall thicknesses over a relatively big area, some areas will be cooler than others and start bending towards the hot zones. This is called warping of the part.
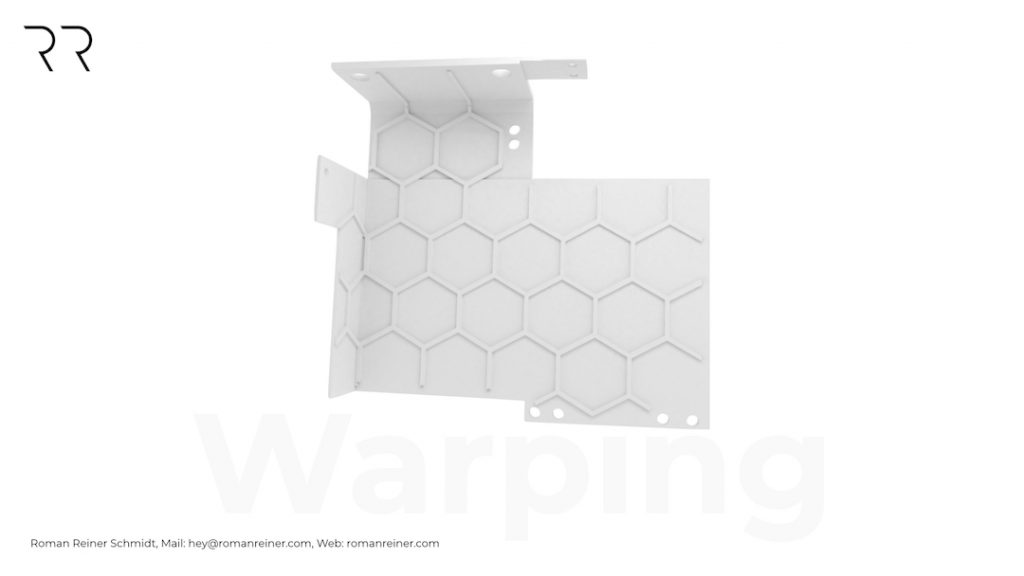
So to avoid this effect, you should try to keep the wallthicknesses of your part as homogeneous as possible. Another trick is to add stiffening structures over the large surfaces to stop the part from warping. Even just thin connections to a stiffening structure prevents the warping effect. The connections to those parts can be removed during the post processing.
Solving Challenges
Now here is a quote about the potential of 3D printing. I will show you my take on that and how you can compensate those factors through smart design.
Large Volumes
The recently presented LaserProFusion technology from EOS GmbH is a great example of how 3D printing will become more and more competitive even at larger volumes. EOS states that this technology is highly competitive to injection moulding in terms of speed and costs at a maximum design flexibility at volumes between 5000 and 10.000 units. Here is an amazing article about this disrupting AM technology.
And a video showcasing the technology is shown below:
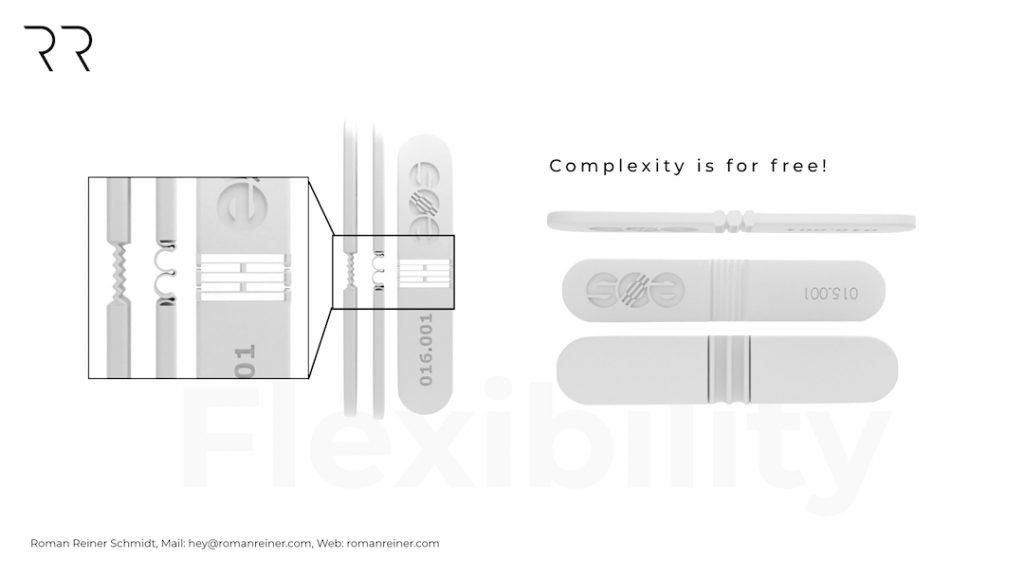
Tight Tolerances
I heard this amazing example on the Rapidtech, business exposition in Germany. A client wanted to print connecting parts to aluminum profiles. Aluminum profiles have a great accuracy due to the used production technology, extrusion moulding. So to create a good fit with the aluminum profiles, the printed parts also had to be consistently very exact. But to avoid the extra effort of quality and production control, they used the fact, that complexity is for free! So instead of trying to create a wall on wall fitting with an exact tolerance, they designed a clamping spring to clamp to the exact surface of the aluminum profile. So they could use all of their printed parts and didn’t have problems with the accuracy.
Material Properties
A wonderful example for this is using Selective Laser Sintering for prototyping of injection moulding part designs with film hinges. Many manufacturers want to use the same design for SLS like for injection moulding. Although the material might be the same, the crystallinity of the polymer and therefore the flexibility is very different. Although we might still have a more limited material variety for SLS, complexity is for free! So EOS GmbH developed a film hinge design ideal for SLS production. By increasing the bended area and therefore reducing the stress per area, film hinges can be produced with the SLS technology. EOS GmbH certified those designs for over 1000 movements. My favorite design is the zick-zack one, very simple to realise and just makes a big difference in the final part.
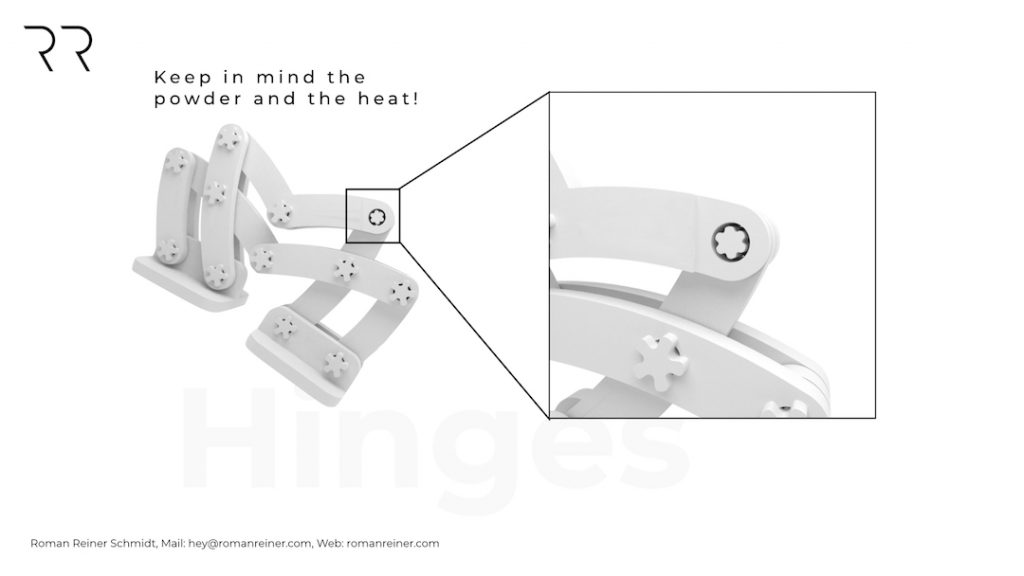
Hinges
Talking about complexity…
SLS is one of the best AM technologies to create hinges and interlocking parts. Here I am showing you one of my 360 degrees hinge designs for SLS. By using a floral shape for the pin I reduced the heat and melted area while creating an escape for the powder in the gap. This way I could create hinges with a gap of 0.3mm. When you think about gaps in SLS, think about cookies.
What do you have in mind, when you put the raw cookie dough on a baking sheet to bake them in the oven? If you put the cookies too close to each other, they will bake together. When you increase the amount of dough per cookie, they melt into a bigger cookie and also bake together. So when designing gaps you either have to increase the distance or reduce the amount of material used.
Building Volume
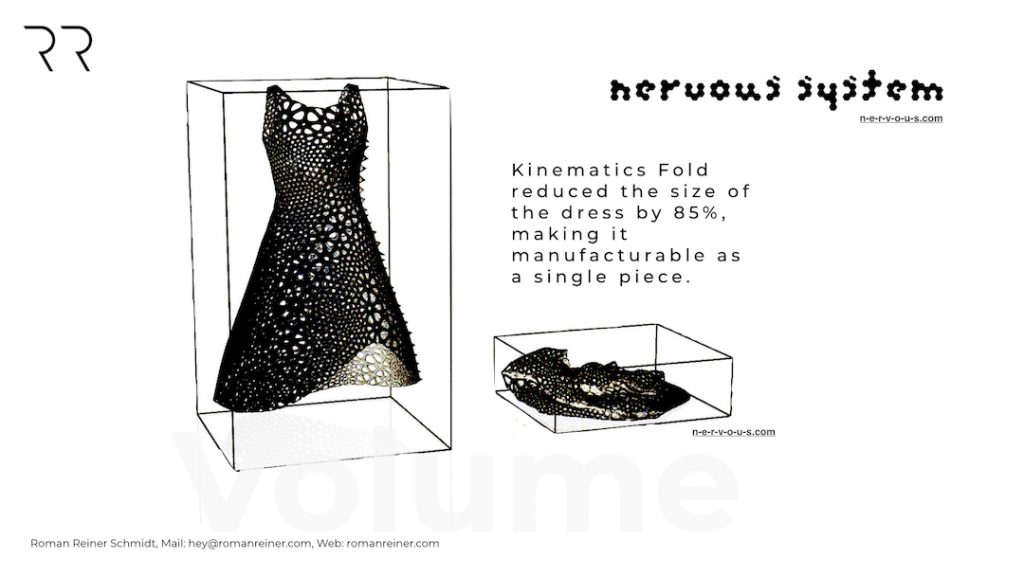
When you pack your suitcase, what do you do with your clothes? You fold them up to use the least space possible. You should do the same with you parts!
Nervous System, who work closely with the MIT, developed a kinematic algorithm to fold this dress consisting of hundreds of hinges to be manufacturable in one piece and reduce the building volume by 85%. But it needn’t be a complex algorithm, I realized the same results with a basic physics simulation.
Building Volume = Building Time = Production Costs
So most men don’t put dresses in their suitcase and can’t relate. But I have a simpler example for you. This simple part can be reduced in volume by 82% with a few hinges and you can produce 5 parts in one job instead of only one.
Exporting
So after designing your file and getting ready to print it…
Please export your files with a higher accuracy than the process! My manufacturing partners asked me to remind you of this. You can’t expect the machines to create a higher resolution than your provided files.
What comes after printing?
Post Processing
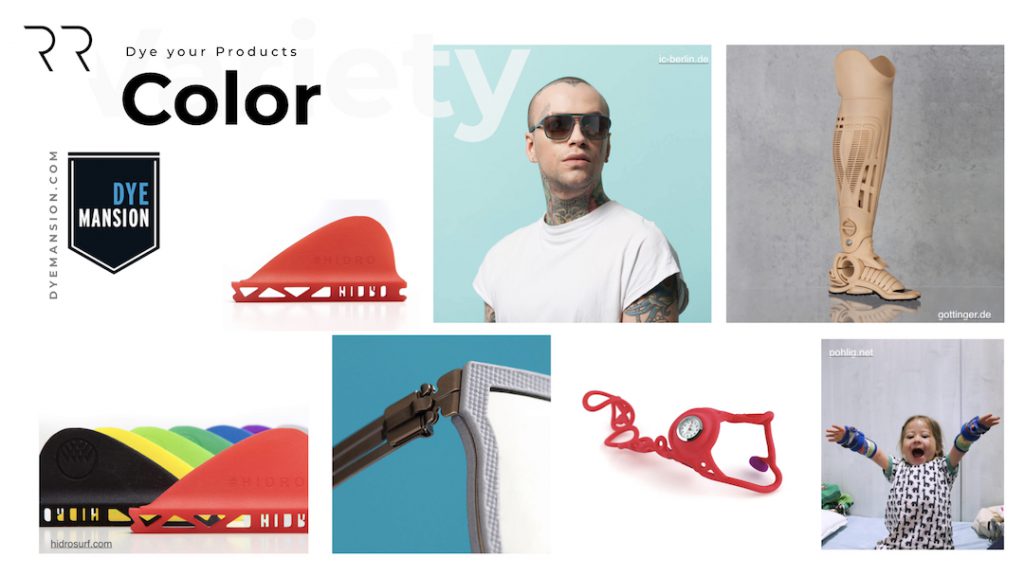
The standard materials for SLS are typically white. So the startup DyeMansion from Munich specialized on dying SLS parts in any pantone color you desire. Here you see wonderful and colorful consumer applications, which are only appealing due to their color.
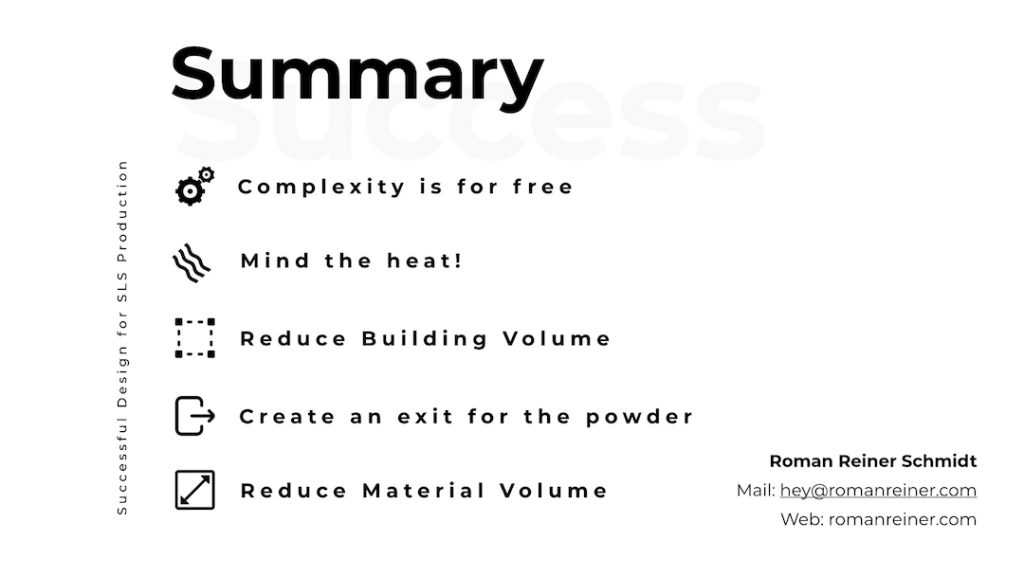
Summary
So to create successful designs of your applications please keep the following things in mind:
Heat
Building Volume
Powder
Material Volume
Complexity
Heat
Use this to compensate for other challenges.
Building Volume
Pack your suitcase right! Create collapsable and stackable designs.
Powder
Create exits of minimum 6 mm to be able to properly get rid of the powder in closed chambers.
Material Volume
Pack your suitcase right! Create collapsable and stackable designs to reduce the building volume by up to 85%.
Complexity
Complexity is for free! Use this to compensate for other challenges.
If you are interested in more tipps and amazing applications of SLS you can download my complete presentation.
To check out the other presentations of the workshop and more images you should readthis article from FicepS3.
What do you think about those design tipps? Can you apply them or do you think other aspects I didn’t mention are more important, then leave me a comment below or connect with me on Linkedin!
Kommentare
Eine Antwort zu „Unlocking the Full Potential of Selective-Laser-Sintering“
[…] I mentioned in my last post about „Unlocking the full potential of Selective-Laser-Sintering“, lattice structures bring great advantages to 3D Printing/ Additive Manufacturing. They can be used […]
Um dir ein optimales Erlebnis zu bieten, verwenden wir Technologien wie Cookies, um Geräteinformationen zu speichern und/oder darauf zuzugreifen. Wenn du diesen Technologien zustimmst, können wir Daten wie das Surfverhalten oder eindeutige IDs auf dieser Website verarbeiten. Wenn du deine Zustimmung nicht erteilst oder zurückziehst, können bestimmte Merkmale und Funktionen beeinträchtigt werden.
Funktional
Immer aktiv
Die technische Speicherung oder der Zugang ist unbedingt erforderlich für den rechtmäßigen Zweck, die Nutzung eines bestimmten Dienstes zu ermöglichen, der vom Teilnehmer oder Nutzer ausdrücklich gewünscht wird, oder für den alleinigen Zweck, die Übertragung einer Nachricht über ein elektronisches Kommunikationsnetz durchzuführen.
Vorlieben
Die technische Speicherung oder der Zugriff ist für den rechtmäßigen Zweck der Speicherung von Präferenzen erforderlich, die nicht vom Abonnenten oder Benutzer angefordert wurden.
Statistiken
Die technische Speicherung oder der Zugriff, der ausschließlich zu statistischen Zwecken erfolgt.Die technische Speicherung oder der Zugriff, der ausschließlich zu anonymen statistischen Zwecken verwendet wird. Ohne eine Vorladung, die freiwillige Zustimmung deines Internetdienstanbieters oder zusätzliche Aufzeichnungen von Dritten können die zu diesem Zweck gespeicherten oder abgerufenen Informationen allein in der Regel nicht dazu verwendet werden, dich zu identifizieren.
Marketing
Die technische Speicherung oder der Zugriff ist erforderlich, um Nutzerprofile zu erstellen, um Werbung zu versenden oder um den Nutzer auf einer Website oder über mehrere Websites hinweg zu ähnlichen Marketingzwecken zu verfolgen.






Schreibe einen Kommentar zu Creating Basic Lattice Structures with Blender 3D – RomanReiner Antworten abbrechen